
+8651085368008










Дешевый производитель оборудования для сварки продольных швов (плазменная и TIG сварка) для баллонов СПГ монтируемых на транспортные средства
Ищете надежного и дешевого производителя оборудования для сварки продольных швов для баллонов СПГ, устанавливаемых на транспортные средства? В этой статье мы рассмотрим ключевые факторы при выборе поставщика, типы сварки (плазменная и TIG), их преимущества, а также дадим практические советы по оптимизации процесса сварки.Выбор надежного производителя оборудования для сварки продольных швовПри выборе производителя оборудования для сварки продольных швов необходимо учитывать несколько ключевых факторов: Репутация и опыт: Изучите отзывы клиентов, узнайте, как долго компания работает на рынке и какие проекты она реализовала. Компания ООО Уси Ци нэн Сварочная система имеет многолетний опыт в разработке и производстве сварочного оборудования. Технологические возможности: Убедитесь, что производитель использует современные технологии и имеет квалифицированный персонал для разработки и производства оборудования, отвечающего вашим требованиям. ООО Уси Ци нэн Сварочная система является высокотехнологичным предприятием с возможностями исследований и разработок. Сервисное обслуживание: Узнайте, какие услуги по сервисному обслуживанию и технической поддержке предоставляет производитель. Важно иметь возможность оперативно получить помощь в случае возникновения проблем. Цена: Сравните цены различных производителей, но не забывайте учитывать качество оборудования и уровень сервиса. Помните, что самая дешевая цена не всегда означает лучшее решение. Соответствие стандартам: Оборудование должно соответствовать необходимым отраслевым стандартам безопасности и качества.Плазменная сварка против TIG сварки для баллонов СПГДля сварки продольных швов баллонов СПГ часто используются два метода: плазменная сварка и TIG сварка (сварка вольфрамовым электродом в инертном газе). Рассмотрим преимущества и недостатки каждого метода:Плазменная сваркаПлазменная сварка характеризуется высокой концентрацией энергии, что позволяет получать глубокий и узкий сварной шов. Это особенно важно для сварки толстостенных материалов, используемых при изготовлении баллонов СПГ. Преимущества: Высокая скорость сварки Глубокий провар Минимальная деформация металла Возможность сварки различных материалов Недостатки: Более высокая стоимость оборудования Требуются более квалифицированные сварщики TIG сваркаTIG сварка – это универсальный метод сварки, обеспечивающий высокое качество сварного шва. Она позволяет точно контролировать процесс сварки и получать чистые и аккуратные швы. Преимущества: Высокое качество сварного шва Точный контроль процесса сварки Возможность сварки различных металлов и сплавов Недостатки: Более низкая скорость сварки по сравнению с плазменной сваркой Требуются квалифицированные сварщики Выбор между плазменной и TIG сваркой зависит от конкретных требований к процессу сварки, толщины материала, необходимой скорости и качества сварного шва. Если требуется высокая скорость и глубокий провар, то плазменная сварка будет предпочтительнее. Если же важнее высокое качество шва и точный контроль процесса, то стоит выбрать TIG сварку.Оптимизация процесса сварки продольных швов баллонов СПГДля достижения оптимальных результатов при сварке продольных швов баллонов СПГ необходимо учитывать следующие факторы: Подготовка кромок: Кромки свариваемых деталей должны быть тщательно очищены от загрязнений, окислов и ржавчины. Выбор сварочного материала: Сварочный материал должен соответствовать материалу свариваемых деталей и обеспечивать необходимые механические свойства сварного шва. Параметры сварки: Необходимо правильно подобрать параметры сварки (ток, напряжение, скорость сварки, расход защитного газа) в зависимости от типа сварки, толщины материала и требований к сварному шву. Защитный газ: Использование правильного защитного газа (аргон, гелий или их смеси) позволяет защитить сварной шов от окисления и загрязнения. Контроль качества: Необходимо проводить контроль качества сварного шва на каждом этапе производства, включая визуальный осмотр, ультразвуковой контроль и рентгенографию.Пример параметров TIG сварки для нержавеющей стали (ориентировочно) Параметр Значение Примечания Толщина материала 3 мм Пример для нержавеющей стали Сварочный ток 120-140 А Зависит от марки стали и диаметра электрода Напряжение дуги 12-14 В Поддерживается автоматически Расход аргона 8-10 л/мин Регулируется для защиты сварочной ванны *Приведенные значения являются ориентировочными и требуют корректировки в зависимости от конкретных условий сварки.* ООО Уси Ци нэн Сварочная система: Ваш надежный партнерКомпания ООО Уси Ци нэн Сварочная система предлагает широкий спектр оборудования для сварки продольных швов, включая установки для плазменной и TIG сварки, а также системы автоматизации сварочных процессов. Десятки отечественных патентов (с лазерной системой сварки с двойным слежением в качестве ядра) гарантируют высокое качество и надежность оборудования. Обратитесь к нашим специалистам для получения консультации и подбора оптимального решения для ваших задач.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Оборудование для сварки продольного шва водонагревателя
Оборудование для сварки продольного шва водонагревателя -
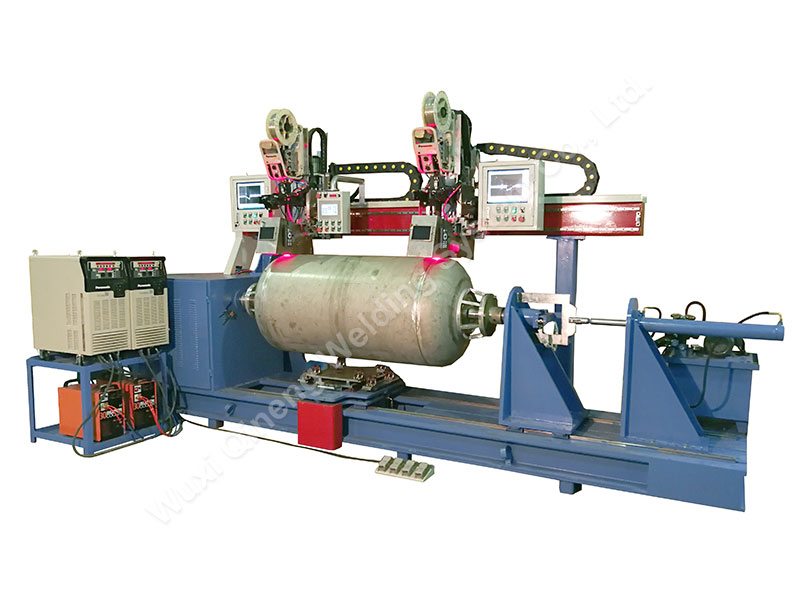
 Установка для продольной сварки баллонов с криогенной жидкостью (плазменная и TIG сварка)
Установка для продольной сварки баллонов с криогенной жидкостью (плазменная и TIG сварка) -
 Линия производства баллонов LPG
Линия производства баллонов LPG -
 Машина для пайки медных труб для низкотемпературных резервуаров
Машина для пайки медных труб для низкотемпературных резервуаров -
 Оборудование для сварки стыков труб водонагревателей
Оборудование для сварки стыков труб водонагревателей -
 Машина для рентгеновского тестирования баллонов СПГ
Машина для рентгеновского тестирования баллонов СПГ -
 Оборудование для вакуумной экстракции баллонов СПГ
Оборудование для вакуумной экстракции баллонов СПГ -
 Транспортное средство баллон СПГ циркумференциальный сварочный аппарат
Транспортное средство баллон СПГ циркумференциальный сварочный аппарат -
 Установка для продольной сварки баллонов СПГ
Установка для продольной сварки баллонов СПГ -
 Криогенная машина для сварки цилиндров с жидкостью по окружности и в углах
Криогенная машина для сварки цилиндров с жидкостью по окружности и в углах -
 Автомобильный баллон СПГ под ключ
Автомобильный баллон СПГ под ключ -
 Машина для продольной сварки баллонов LPG
Машина для продольной сварки баллонов LPG
Связанный поиск
Связанный поиск- Сварщик кольцевого шва водонагревателя из нержавеющей стали производитель в Китае
- Дешевые азота криогенный бак сварки оборудования производитель
- Дешевые СПГ цилиндр MAG сварочный аппарат поставщиков
- Солнечное водонагревательное оборудование для сварки кольцевых швов
- Автоматическая линия для размотки выравнивания и размотки производители в Китае
- Дробеструйная машина
- Дешевые цилиндр MIG сварочный аппарат для завода
- Производитель оборудования для производства бутылок СПГ OEM для транспортных средств
- Дешевые LPG баллон базы сварочный аппарат для завода
- OEM поставщик оборудования для производства бутылок СПГ для транспортного средства...